
 現場管理
現場管理 以人的動作為中心,以沒有MUDA(浪費)的操作順序有效地進行生產,這種做法在豐田生產方式中被叫做〝標準作業〞。它由〝TAKT. TIME (T.T)〞、〝作業順序〞、〝標準手持〞三要素組成。
標準作業的目的,大體有二個。
第一個是明確安全的地、低成本地生產優良產品所必須的制造方法。
第二個是將標準作業做為改善的工具使用。
標準作業根據作業者和生產量的增減,及改善活動而經常發生變化,所以監督者必須經常對標準作業進行管理,可以說它反映了生產線管理者的意圖。而且,它是管理者觀察現場時,并以此為基礎開展改善活動。沒有標準的地方即無法區別,正常、異常的地方不會有改善。
標準作業的成立,需要下列條件:
一個是〝以人的動作為中心〞。
標準作業是根據人的活動而不是機械的運轉而制訂的。制訂標準作業時,不能受設備條件的限制,無視人的動作,歸根就底應以人的動作為中心。
另一個是〝反復作業〞。
如果每次操作的動作發生很大的變化,即使制訂了標準作業也不能找出改善的突破口,而且這時即使進行改善活動,也不會收到效果。
構成標準作業的要素如所示。
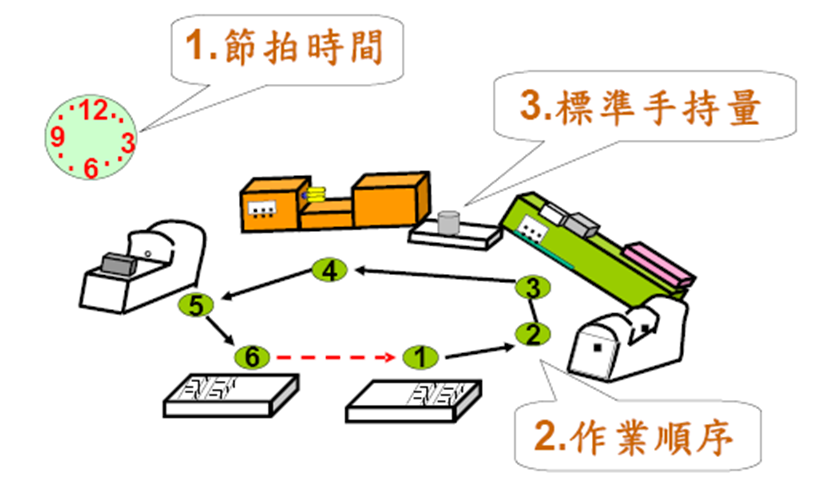
1. TAKT. TIME (節拍時間)
2. 作業順序
3. 標準手持
以上三個要素,缺一不可。
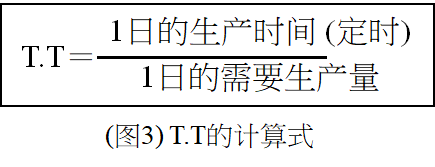
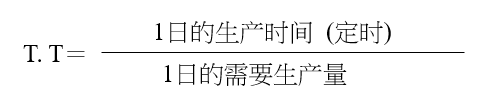
(1)T.T
所謂T.T(節拍時間),是指應該用多長時間,即幾分幾秒生產一個或一件產品的目標時間值。T.T(節拍時間)由(圖3)的公式求出。
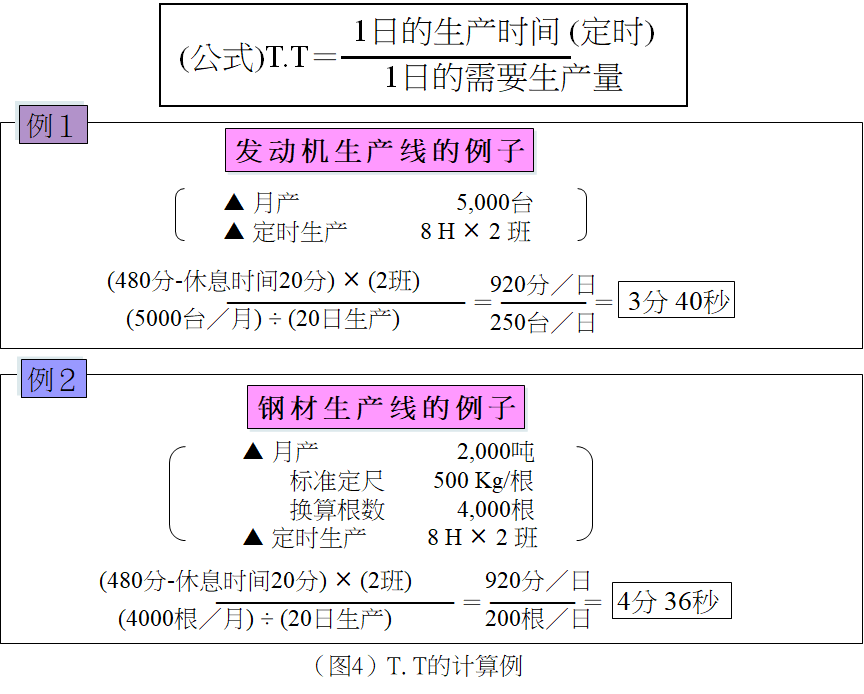
(2)T. T 的計算例
生產時間為定時(不加班)的作業時間,可動率按100%計算。
例1 是以一個、或一臺為單位生產的生產線的例子,可以將計算公式直接代入計算。
例2 是以重量、體積等為單位生產的生產線的例子。為了代入公式,先將生產數量換算成一個或一臺,然后計算。
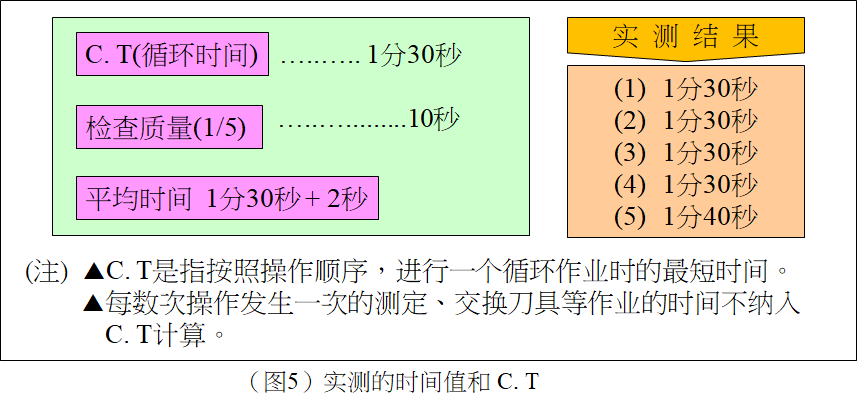
(3)C. T (CYCLE TIME) 循環時間
C. T (循環時間) ……指作業者一個人進行標準作業時,毫不困難的、最快的、一個循環的實際作業時間(包括步行時間)。但不包括空手等待時間。
在生產線實際觀測作業時間時,如(圖5)所示,有時為1分30秒、有時為1分40秒。C.T是指最快的作業時間,所以應采用1分30秒。
(1) 作業順序
指作業者能夠效率最好地生產合格品的生產操作順序。
(2) 作業順序的好例子和壞例子
這兩條生產線都是配套生產 A.B零部件的生產線, 例1 按照工序的順序決定作業順序, 例2 不考慮工序的順序而決定作業順序,是好的例子。
采用 例1還是 例2 ,由持有多少后述的 “3. 標準手持”而決定。
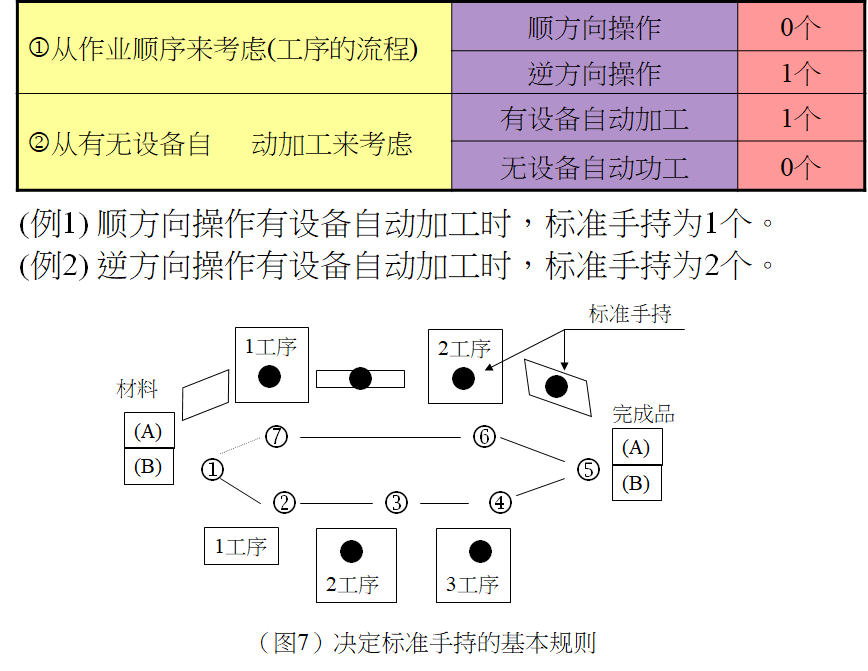
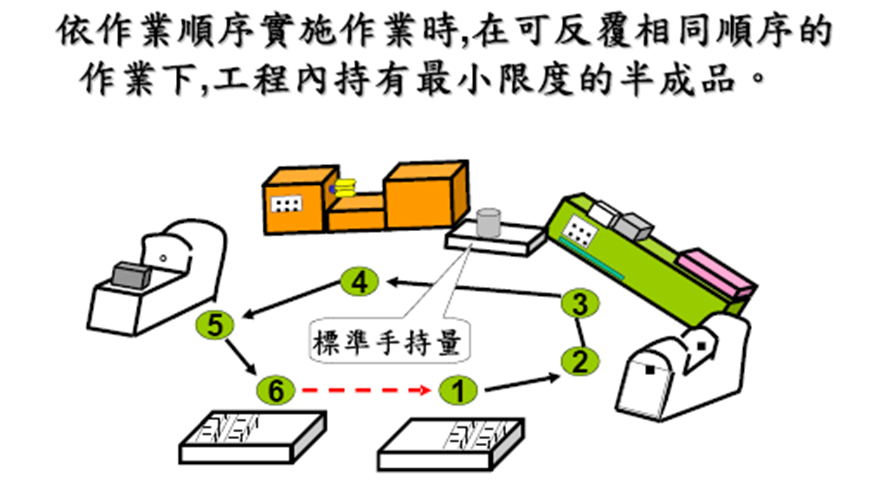
(1) 標準手持
指按照作業順序進行操作時,為了能夠反復以相同的順序、動作操作生產而在工序內持有的最少限度的在制品。
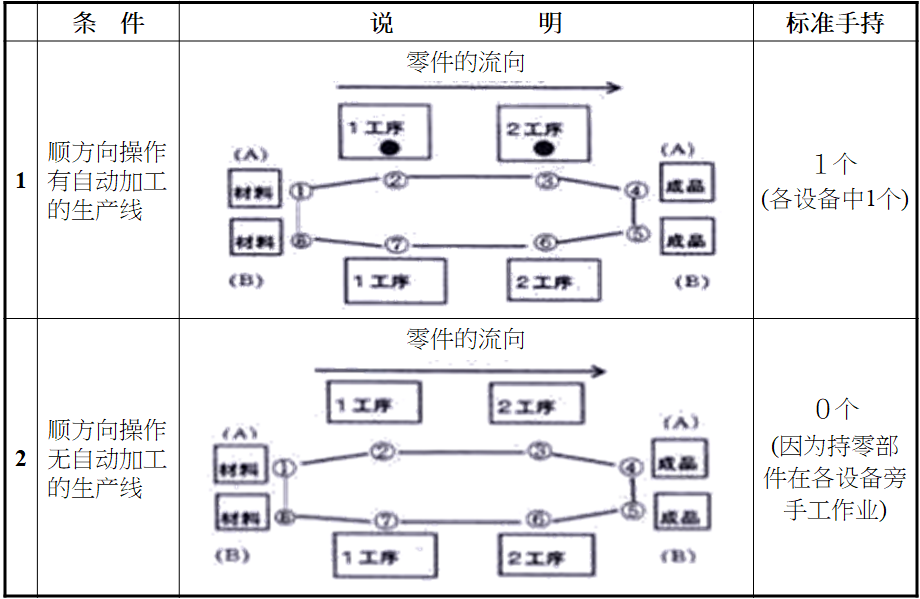
(2) 決定標準手持的基本規則
決定標準手持時的基本規則如(圖7)所示,有二個:
?①從作業順序來考慮
?②從有無設備自動加工來考慮
步驟1 觀測時間
步驟2 制作工序能力表
步驟3 制作標準作業組合票
步驟4 制作標準作業票
(1)作業者的作業時間的測定、歸納方法
步驟1 先觀察作業內容2-3次,掌握作業順序,作業方法,和觀測的位置,決定作業項目。
步驟2 將作業項目填入觀測紙,一邊觀看作業一邊記憶觀測點。所謂觀測點,指讀秒表的一瞬間,即該項作業結束的瞬間。作業項目的觀測可能的長度為2-3秒。
步驟3 觀測時間
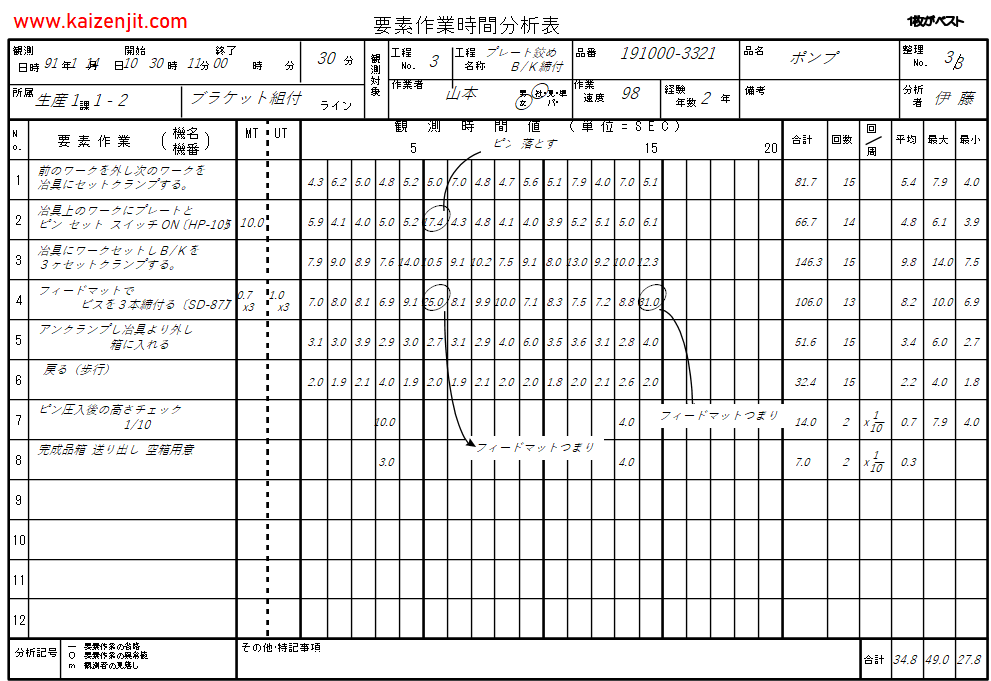
? 開始觀測后,中途不停秒表使其連續走,將各作業項目結束時的秒表指針數字讀出,填入觀測紙,如(圖9)。
? 觀測次數必須在10次左右。
? 例外的作業的內容,時間,在其發生時逐一記錄。
? 用黑字填在上行。
步驟4 求出一個循環的時間
? 用紅字填入一個循環時間欄。
(用作業項目最下行的右側的時間值減去左側的時間值,其結果填入右側時間值下方的一個循環時間欄中。)
步驟5 決定C. T (循環時間)
? 觀測10次左右,選擇其中最小的值填入作業項目時間欄的最下行。
(但該時間值應是可能連續作業的時間,不包括異常值)
步驟6 求出各作業項目的時間
? 用紅字填入下行。
(用下行的時間值減去上行的時間值,將結果填入下行。)
步驟7 決定各作業項目時間
? 作業項目時間的合計,應與C. T(循環時間)一致。
(不一致時可調整作業項目時間值,但不能改變C. T值)
步驟8 求出C. T的偏差值
? 從不含異常值的C. T值中,選最高值為偏差值。
步驟9 求出C. T的平均值
? 選出不含異常值的C. T值,相加后除以C. T值的個數得出C. T的平均值。
(2)測定設備自動加工的時間
①按動秒表的開始鈕,將所要測定的設備加工時間,即:從設備起動至返回原位置 (到下一個加工品可以裝上或摘下為止)的時間測定下來。
②觀測次數2-3次即可。
(3) 時間觀測用紙和填寫例
(4) 觀察現場的注意事項
?觀測時間時
(a) 除了算出C. T外,要掌握每個C.T(循環時間)的偏差及它的原因。
(b) 掌握幾個C. T(循環時間)發生一次的付帶時間(例如:處理空箱、交換刀具、檢查質量等)、及換夾具時間的內容。
(c) 觀測時間的結果,如(圖)所示 分成6個項目匯總成圖表。
(1) C.T(循環時間)
(2) 付帶作業
(3) 換夾具時間
(4) C. T的偏差值
(5) C. T的平均值
(6) 最長的MT (設備自動加工時間)
?站著觀察現場時
(a) 站著觀察的目的
? 為了減少設備故障、短停機,及作業時間的偏差,站在能夠看清生產線實況的地方觀察,以實地實物掌握什么是真正的問題,以便開展改善活動。
? 為了減少質量不良,以實地實物掌握什么是真正的問題,抓住造成問題的根本原因,以便開展改善活動。
(b) 站著觀察的方法
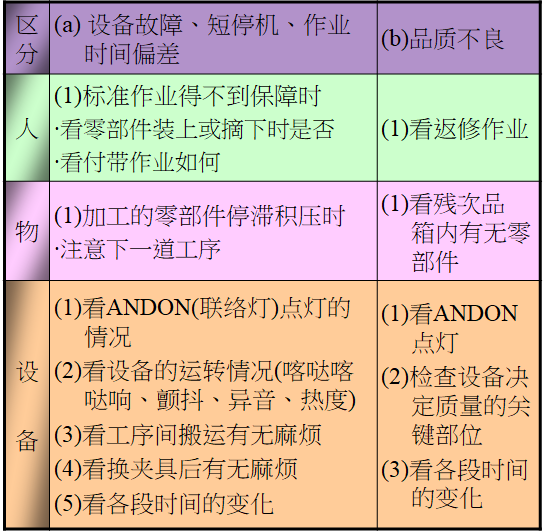
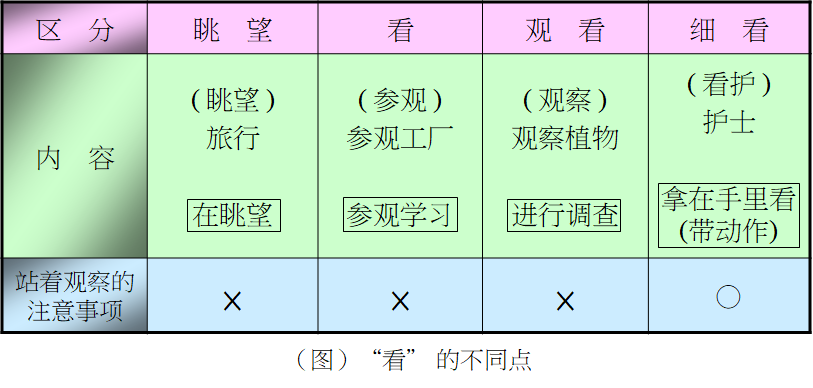
?站著觀察的注意事項
? 要有站到掌握真正原因的耐性和 氣力。
觀察時從作業開始到結束應仔細看,請參照(圖)。
與改善活動聯系在一起 (以操作表示)。
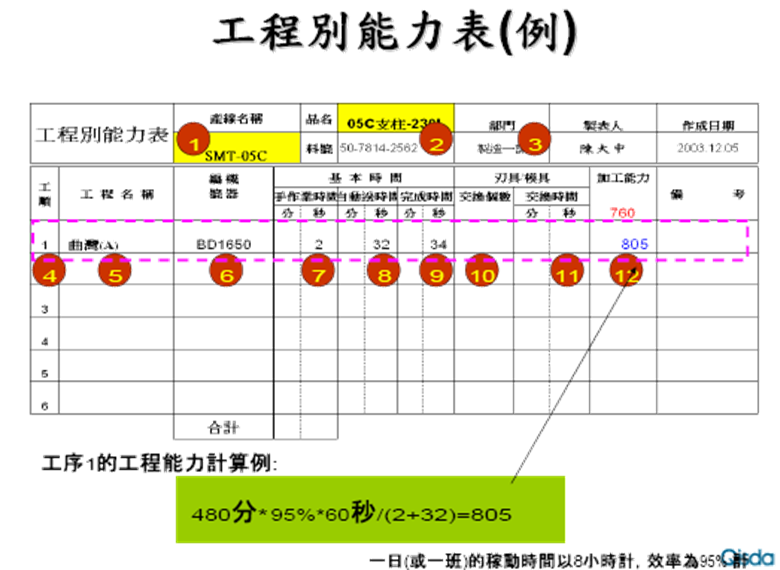
(1)工序能力表
?定義
它表示在各工序加工零部件時,各工序的生產能力。
表中填入手工作業時間,設備的自動加工時間,及交換刀具的時間等。從此表可以清楚地看出該工序中拖后腿的是設備還是手工操作,并以此為改善活動的突破口。
?制訂時的注意事項
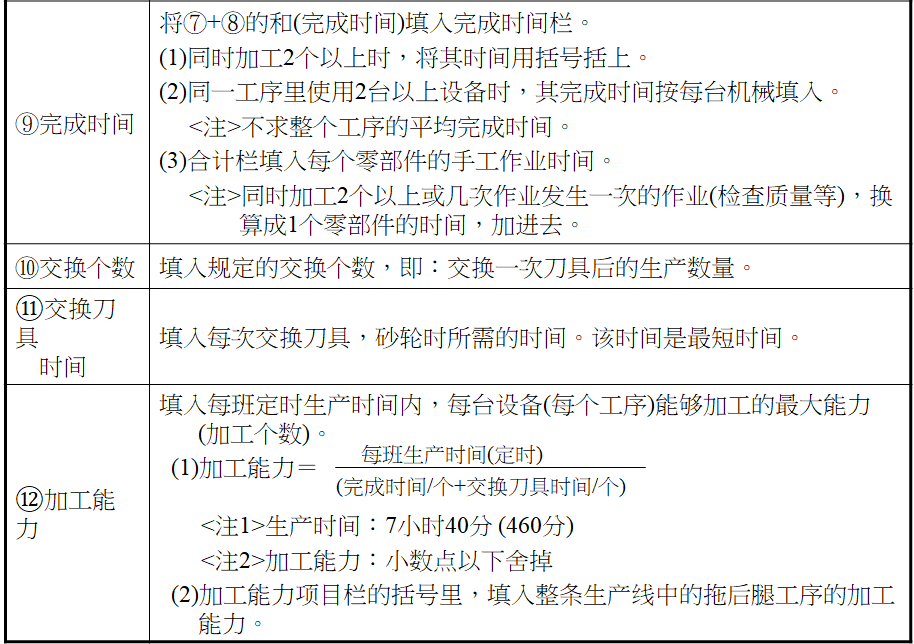
加工能力的計算方法…… (加工能力:1班定時生產量 ( )個/班)

1. 完成時間=手工作業時間┼設備自動加工時間
2. 交換刀具時間=交換刀具時間/次÷交換個數/次
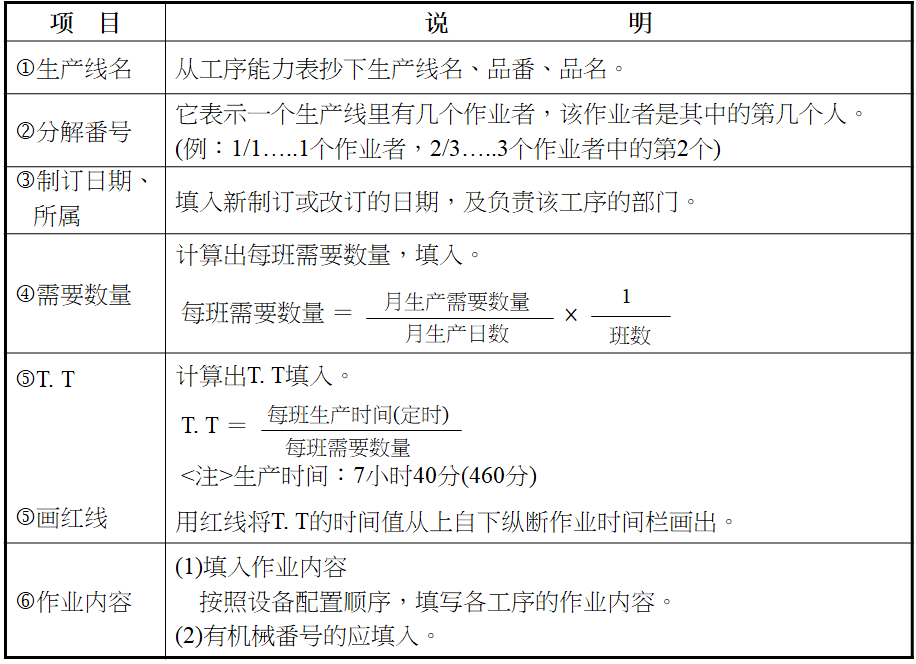
(2)填寫例
(3)制訂方法


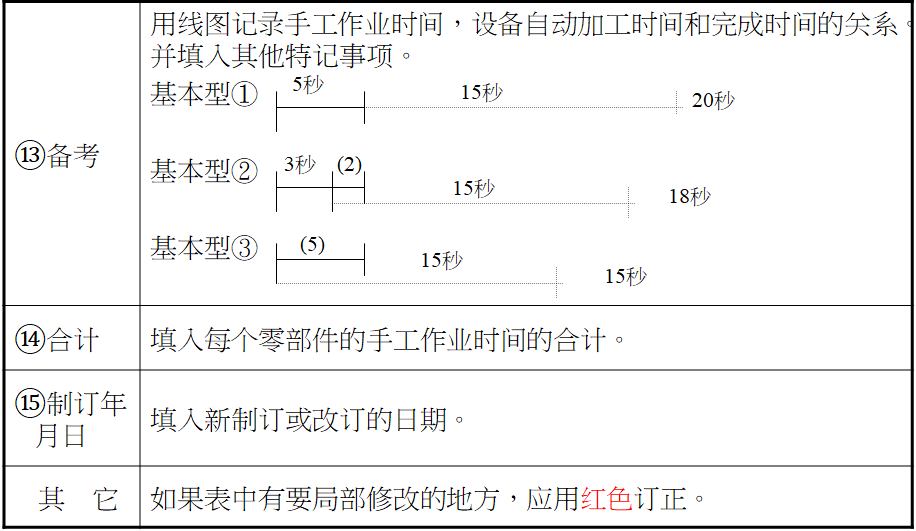
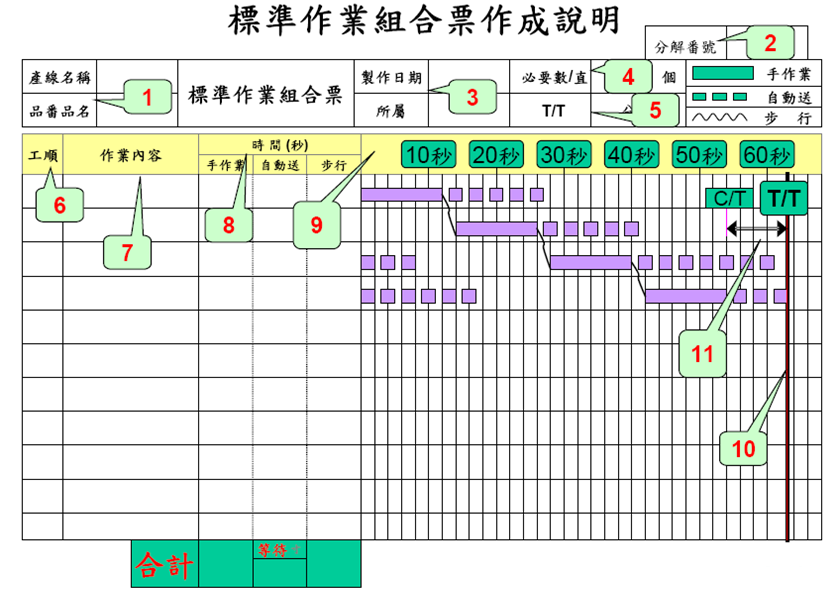
(1)標準作業組合票
? ①定義
明確各工序的手工作業時間及步行時間,用于考查T. T(節拍時間)內一個作業者能夠承擔多大范圍的作業。
另外,填入設備自動加工時間,一起考查人和設備的組合是否可能。
? ②制訂時的注意事項
T. T(節拍時間)的計算方法:
(T. T為生產一個或一臺產品應該用多長時間的目標時間值。)
(參考):C. T(循環時間)=作業者一個人進行標準作業時,毫不困難的、最快的,一個循環的實際作業時間(包括步行時間)。
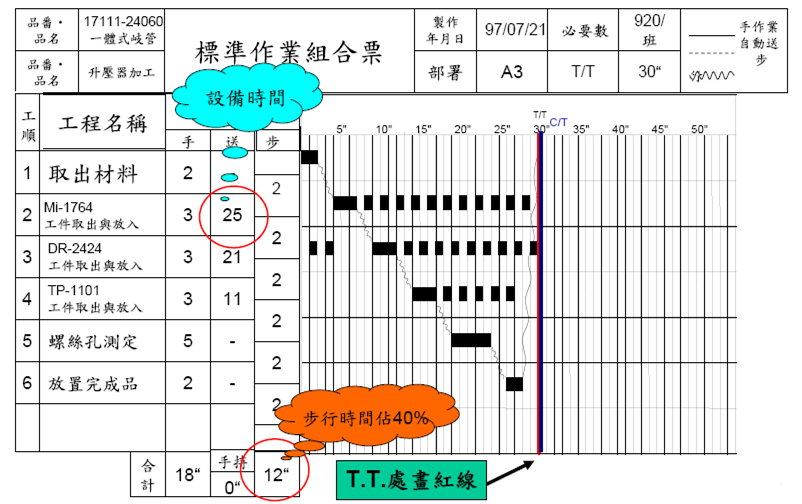
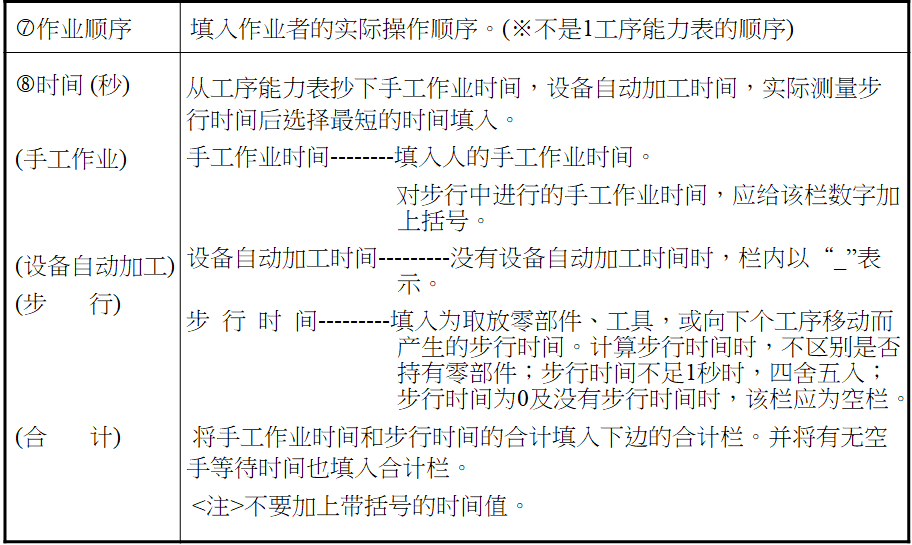
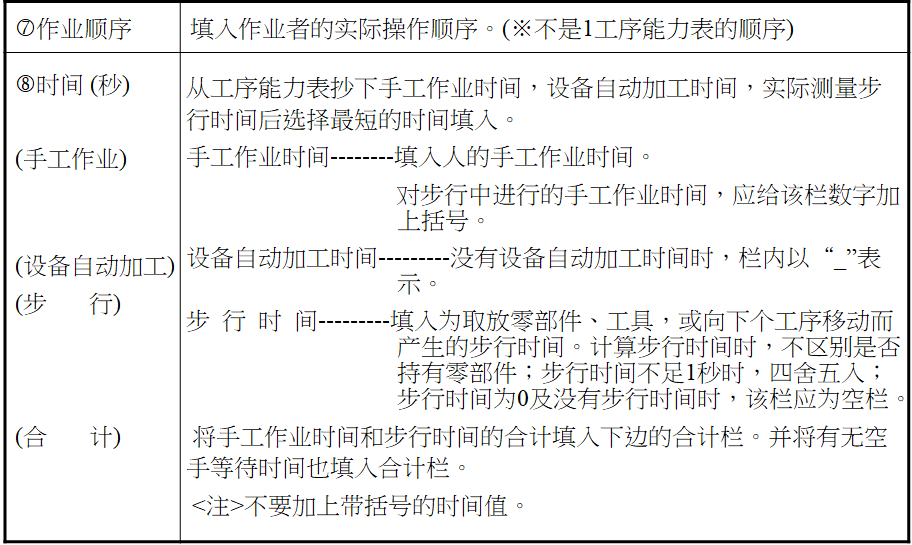
(2)填寫例
(3)制訂方法


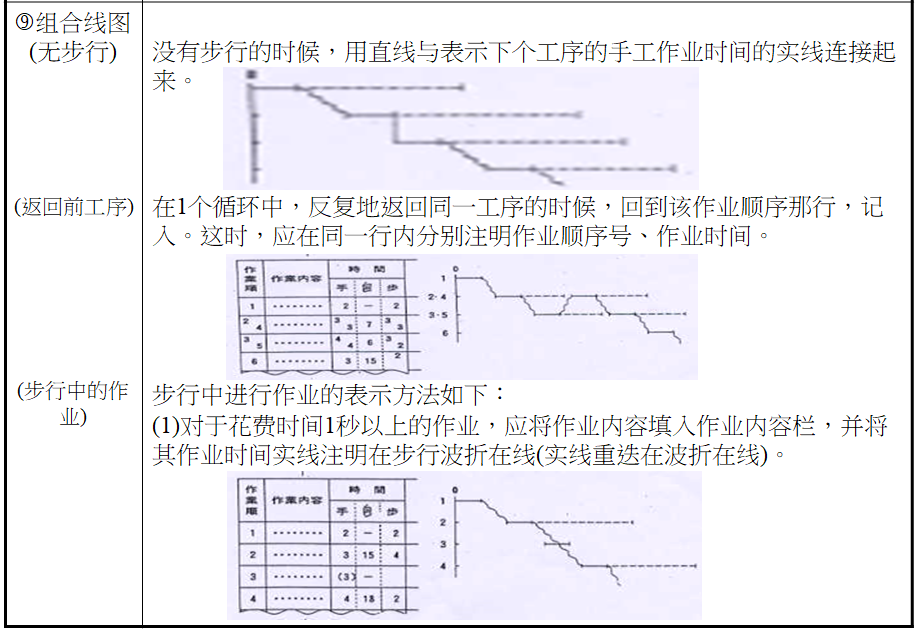

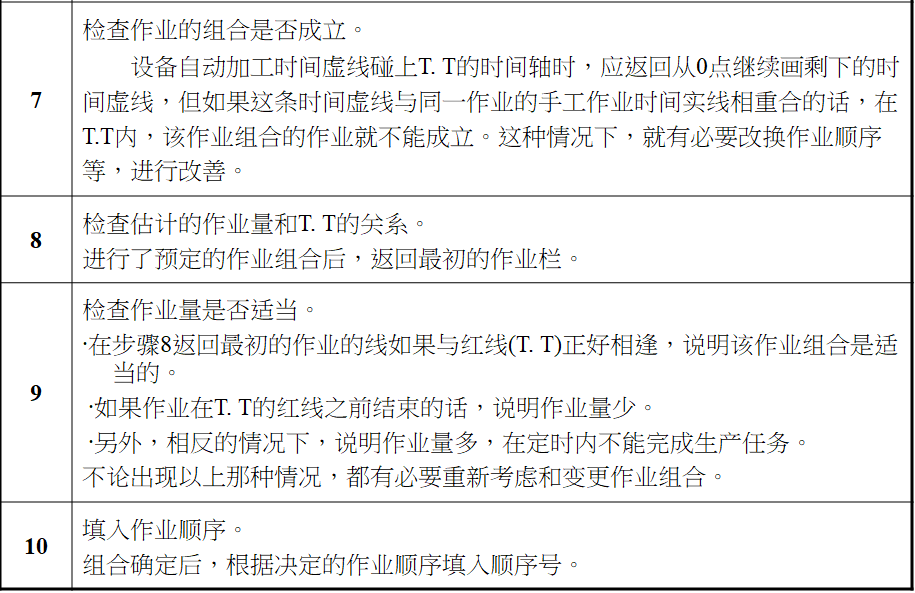
(4)決定作業順序的步驟

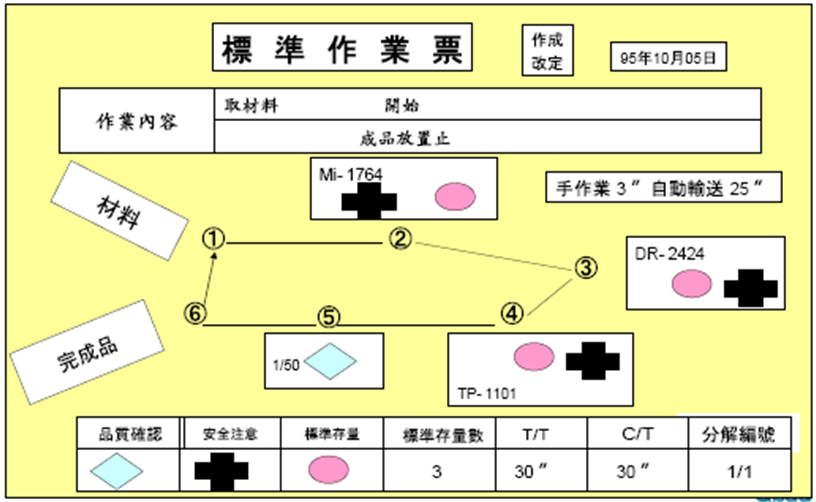
(1)標準作業票
①定義
它以圖表示每個作業者的作業范圍,應填入標準作業三要素。及檢查質量,注意安全等記號應將標準作業票掛在明顯之處,讓所有的人都了解生產線的作業狀況,并做為改善的工具、管理的工具,及指導的手段。
另外,它是管理監督者表達自己的意圖,即讓作業者怎樣操作的手段,是明確作業順序,用眼睛看得見的管理工具。
②制訂時的注意事項
1. 原則上一人一張。
2.仔細觀察現場后制訂。
3.原則上監督者制訂。
4.制訂后管理者應跟蹤檢查。
5.注明拖后腿的工序(用紅線表示)
6.掛在現場。
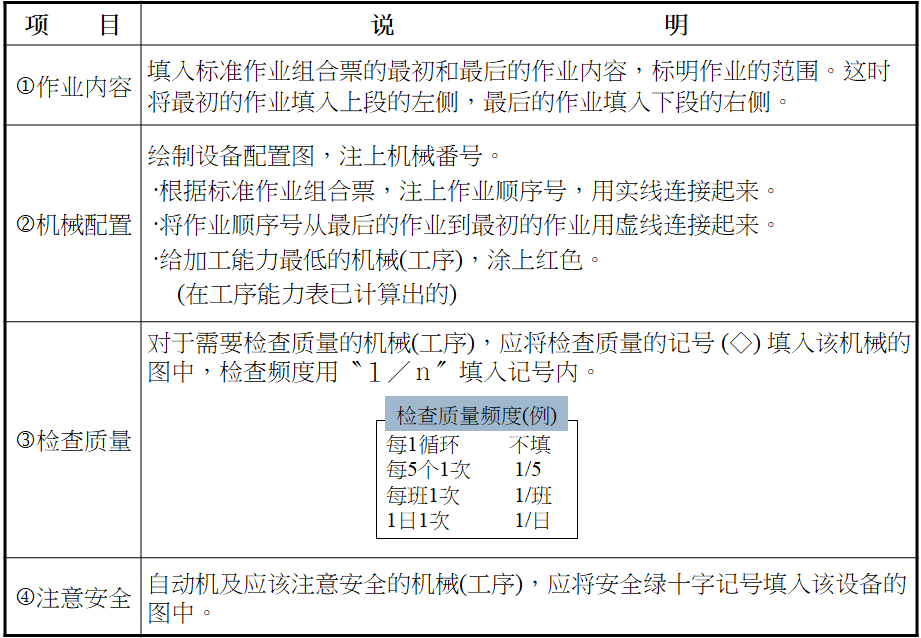
(2)填寫例
(3)制訂方法
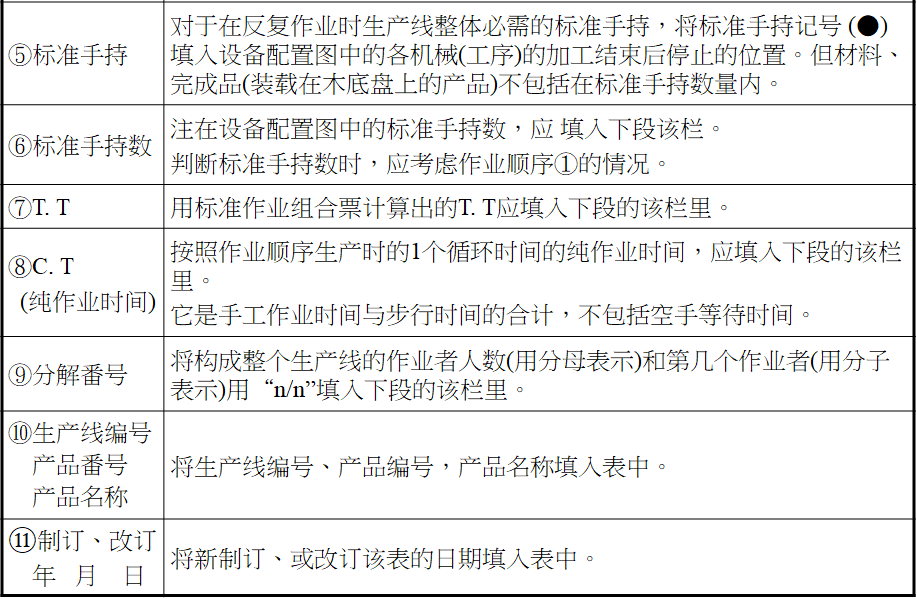
(4)標準手持數的設定

上一篇:班組長班前班中班后的主要管理工作