
 精益品質
精益品質
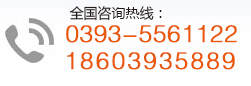
圖1 - 導向工裝
2 . 導向/基準/阻塞棒或銷
導向銷:定向或定位零件、工具或夾具,確保正確的安置。阻塞銷:是阻滯、阻礙或防止零件、工具或夾具不正確的定位。
如圖2,通過在夾具上安裝定位銷,使之與小板上的兩個孔對應,因而僅需將小板安置在夾具中,各種尺寸的板可以自動的對準。消除在準備階段的對錯位的操作錯誤。
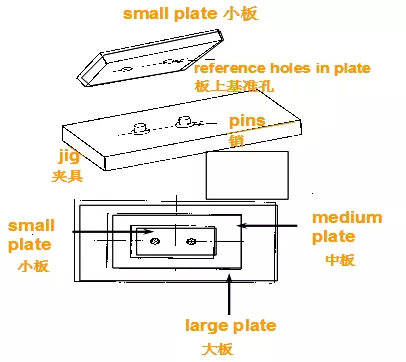
圖3 - 貼商標簡易工裝
4 . 限制開關/微動開關
能確認零件、工具或工裝的存在、位置、尺寸、破損或使用程度(磨損)。
如圖4用兩個限制開關固定在壓桿上,在開關2觸動之前開關1被松開則表示有錯誤發生。(說明孔未鉆透)。蜂鳴器發聲以警告操作者,孔的深度鉆得不對。
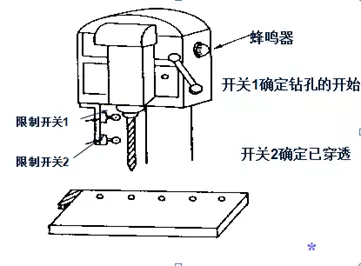
圖5 - 利用計數器點焊計數設備
6 . 多余部件檢出(配餐法)
多余部件檢出是不依賴記數裝置的點數形式。它將預先點出的正確數量從視覺上隔離,直觀地告訴我們是否使用了所有的部件。
圖6對某一產品所需的螺絲預先清點出來交給工人。如果產品裝配完成后仍有部件剩余或者是部件不夠,馬上就知道有異常發生。這種檢查方法可防止產品在缺件的情況下流入市場。
圖7 - 錫膏的先進先出管理
8 . 傳送槽
傳送槽是零件滑、送、傳或落到某些預定目的地(如下一作業點)的通道。由于各零件要通過傳送槽,槽本身可用來“檢查”路線上的零件,在零件到達下一操作點時檢查或分檢出錯誤,我們稱此種槽為檢測槽。
如圖8,過程中零件可能上下顛倒。滑槽中安裝的檢查點可自動移開顛倒零件。檢查點有切口使顛倒零件落入下方的轉送盒中。百家管理i方向正確的零件可自由通過。結果是送到下一位置的零件方向正確。
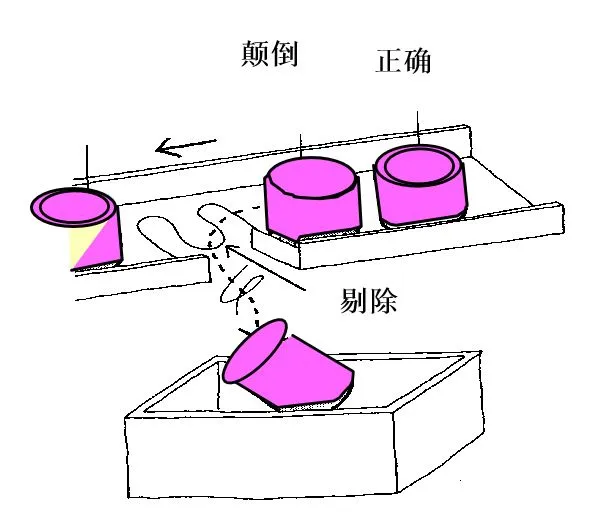
圖9 - 繞線馬達異常剔除工裝原理
10 . 傳感器
傳感器是用來探測和響應質量,安全和生產率等特性波動的電子裝置或儀器。傳感器可以高精度確定零件、工具或夾具的存在和位置,并可探測破裂、損壞或磨損。
如圖10,過程中零件沒有開槽。安裝光電探測器確定各零件已開槽。旋轉零件,如果檢測到光,可確定已成功開槽,如果沒有檢測到光,確定零件為沒有開槽。
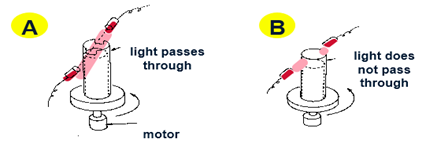
圖11 - 白車身涂密封膠
12 . 標準化
標準元素如重量、尺寸或形狀可作為開發防錯裝置的關鍵。如檢空間尺寸的檢具(圖12尾燈檢具)、檢外部形狀的檢具、通止規、塞規、螺紋規、標準樣件(圖13 前燈標準樣件)等等。有時現有的標準因素不容易轉換成防錯裝置。在此種情形下,我們可嘗試識別特殊的特性并建立新的標準因素,以協助我們隔離非標準因素。
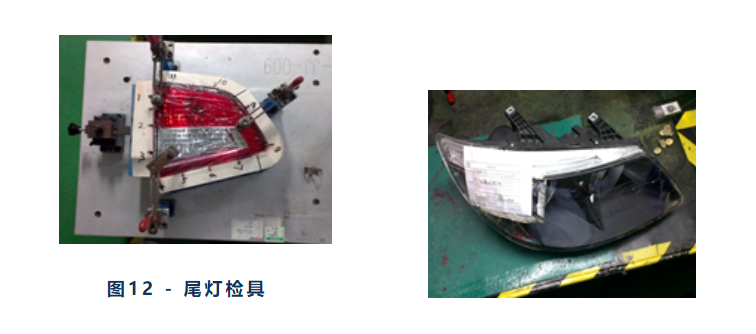
圖12 - 尾燈檢具